
In modern manufacturing, coordinated collections of machines, controllers, sensors, actuators, and software work together to monitor and control production processes. These arrangements connect physical devices to decision-making logic so that routine tasks—such as material handling, assembly, and process control—can run with reduced manual intervention. The system architecture typically separates sensing, control, and actuation functions while providing interfaces for operators and engineers to observe and adjust operations.
Key subsystems include devices that gather measurements, processing units that execute control logic, and interfaces that present status and alarms. Communication layers link devices across the plant floor and to supervisory software for data collection and reporting. Design choices commonly emphasize determinism, reliability, and maintainability so that production throughput and product quality remain consistent under varying conditions.
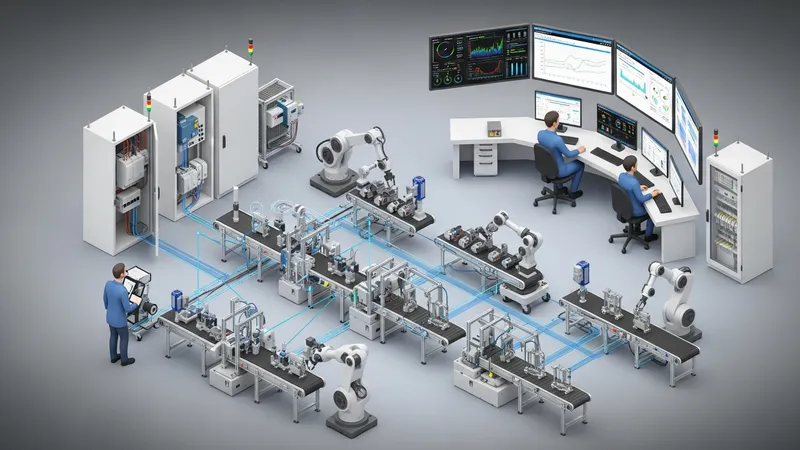
Components interact through standardized and proprietary links so that a physical measurement leads to a control decision and a mechanical or electrical response. For example, a temperature sensor reading may be routed to a controller that adjusts a valve actuator; the supervisory layer records the event and updates a human-machine interface. This layered approach typically isolates high-speed control from operator-level monitoring to preserve real-time performance while enabling oversight and historical analysis.
Communication protocols used on the plant floor vary by application and performance needs. Fieldbus technologies offer deterministic real-time exchange for control loops, whereas Ethernet-based industrial protocols provide higher throughput for coordinating multiple subsystems and transmitting manufacturing data. Network design often balances latency, robustness, and maintainability; segmentation and redundancy are common measures intended to limit single points of failure.
Safety and regulatory considerations commonly influence component selection and system architecture. Safety-rated sensors, redundant controllers, and interlocks may be incorporated where hazardous processes are present. Compliance with industry-specific standards and documented validation procedures can be part of the system lifecycle, and these elements often shape testing, commissioning, and ongoing maintenance activities.
Data collection and analytics are increasingly integrated into automation architectures, often using historians and local analytic engines to summarize process performance. Aggregated data may inform maintenance planning, process optimization, or traceability efforts. Careful attention to data quality, timestamping, and context typically improves the usefulness of recorded events for troubleshooting and continuous improvement.
In summary, manufacturing automation systems are structured sets of hardware and software that sense, decide, and act to perform production tasks with oversight and recording. System design choices may prioritize real-time control, scalable communication, and safety features while enabling data-driven monitoring. The next sections examine practical components and considerations in more detail.
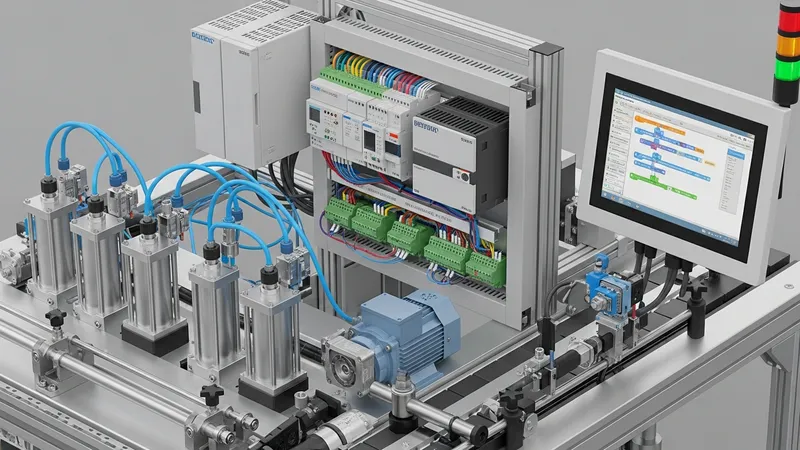
Primary hardware elements include sensors, actuators, controllers, I/O modules, and operator interfaces. Sensors produce signals representing physical conditions; actuators—such as pneumatic cylinders, electric motors, and valves—translate control outputs into mechanical movement. Controllers read sensor inputs, run programmed logic, and issue commands to actuators; they may be centralized or distributed depending on system scale. I/O modules provide the physical connection points and often include signal conditioning. Operator interfaces (HMIs) present process information and accept manual inputs. Typical plant installations may include dozens to hundreds of I/O points per production line, with modular hardware used to simplify expansion and service.
Controllers can be compact devices for machine-level tasks or part of a distributed control system for continuous processes. Programming approaches vary, commonly following standards for industrial control languages, and may include both simple relay-replacement logic and more advanced motion-control functions. Selection considerations often include cycle time requirements, environmental ratings, maintainability, and interoperability with existing equipment. Redundancy may be introduced in critical controller roles to improve availability, especially where process interruptions carry high cost or safety implications.
Sensors and actuators require attention to electrical and mechanical interfacing. Signal types may be analog (4–20 mA, 0–10 V) or digital (discrete, incremental encoders), and proper wiring, grounding, and shielding practices typically reduce noise and measurement errors. Actuator selection factors include force, speed, precision, and duty cycle. Mechanical mounting and access for inspection influence long-term reliability. Planning for spare parts and standardized connectors can often reduce downtime during replacements or repairs.
Installation and maintenance considerations for hardware commonly emphasize accessibility and modularity. Equipment racks, labelled wiring, and documented I/O maps facilitate troubleshooting. Environmental protection—sealed enclosures, cooling, and vibration mitigation—can extend component life in harsh production settings. These practical choices may influence lifecycle costs and should be evaluated as part of system specification rather than addressed only after deployment.
Control software implements the logic that converts sensor inputs into actuator outputs. At the machine level, programmable logic controllers (PLCs) often run cyclic programs that execute ladder diagrams, function block diagrams, or structured text. Supervisory systems aggregate data from multiple controllers, provide visualization, and implement high-level sequencing or recipe management. Manufacturing execution systems (MES) may sit above supervisory layers to coordinate production scheduling and traceability. The software stack typically separates fast deterministic control from historical data management to ensure responsiveness while enabling analysis and reporting.
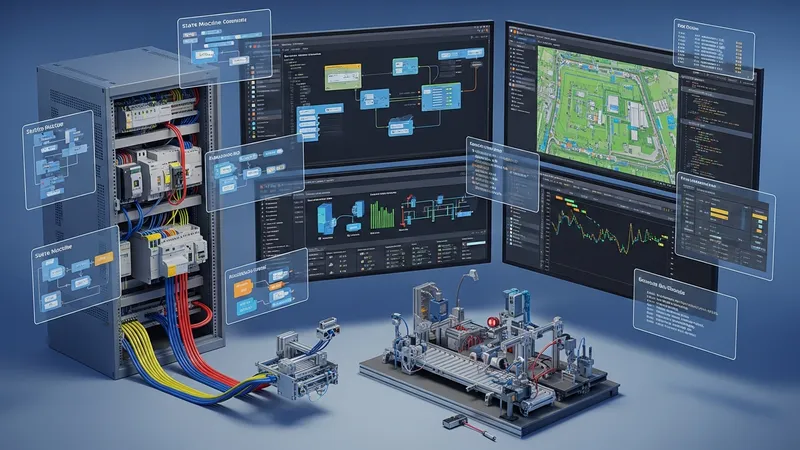
Logic development practices typically include version control, simulation, and staged commissioning to reduce the risk of errors. Modularizing code by function (safety interlocks, motion control, I/O handling) may improve readability and reduce test scope. Control logic often includes state machines or interlocks that define safe machine modes; documenting these behaviors helps cross-functional teams understand how automated actions proceed. Testing in a lab or virtual environment can uncover integration issues before deployment and may reduce startup delays.
Supervisory applications provide alarm management, trending, and user interfaces for operators. These platforms may also integrate basic data processing for loss analysis or quality checks. When supervisory systems connect to enterprise software, concerns about data formats, latency, and semantic consistency commonly arise. Mapping data points to meaningful tags and retaining contextual metadata typically improves downstream usability, especially for quality and maintenance analytics.
Software lifecycle and cybersecurity considerations often affect long-term sustainability. Regular updates, secure configuration practices, and network segmentation may reduce exposure to unauthorized access or disruptive events. Access control, logging, and change-tracking practices provide traceability for configuration changes. These are typically treated as ongoing operational disciplines rather than one-time tasks, and they often involve coordination between engineering and IT functions.
Network choices influence determinism, bandwidth, and integration complexity. Field-level buses and real-time protocols are commonly used for closed-loop control where low latency and predictable timing are essential. Higher-level Ethernet-based protocols enable broader device interoperability and information exchange across cells or the entire plant. Standardized interfaces and gateways may be used to bridge protocol differences so supervisory software can aggregate data. Network design typically balances performance, resiliency, and the ease of diagnosing faults.

Data handling strategies often distinguish between short-term operational data and long-term historical storage. Historians capture time-series process variables for trend analysis and regulatory records, while local buffers may store transient events for troubleshooting. Data schema and timestamp synchronization affect the accuracy of cross-system analyses. Many facilities adopt tag naming conventions and data retention policies to manage storage and make historical data interpretable by engineers and analysts.
Interoperability and protocol selection are practical considerations during system expansion or integration of third-party equipment. Gateways, protocol converters, and middleware may be used to connect legacy devices to modern supervisory systems. Considerations often include the overhead of translation, potential data loss, and maintenance of mapping tables. Planning for scalable address space and consistent naming helps reduce friction when adding devices or functions over time.
Network resilience and cybersecurity are commonly treated as complementary design aims. Segmentation, redundant links, and failover strategies can reduce the impact of component failures on production. Cybersecurity measures—such as access controls, firewalls, and monitored ingress points—are often implemented consistent with organizational risk tolerances. These measures typically aim to preserve both operational continuity and the integrity of collected data rather than to eliminate all risk.
Functional safety is integral to many automation projects; systems may include safety-rated devices, redundant sensing, and defined safety states. Risk assessments inform the selection of safety functions and determine required response times and reliability levels. Safety-related controls are often architected separately from standard control logic, using dedicated hardware and software paths where certification or independent verification is needed. Documentation and periodic testing are typical aspects of maintaining safety compliance over time.

Maintenance strategies for automation equipment commonly range from scheduled preventive checks to condition-based and predictive approaches. Collecting vibration, temperature, and performance metrics can help identify degradation before failures occur. Predictive maintenance models may use historical trends and thresholds to estimate remaining useful life, though results typically depend on data quality and appropriate analytic models. Planning for spare components and clear troubleshooting procedures often reduces mean time to repair.
Operational practices, such as change control and operator training, influence system reliability. Formal procedures for software changes, hardware replacements, and production recipe updates commonly reduce the incidence of unintended disruptions. Training that covers both normal operation and safe response to alarms may improve operator effectiveness in uncommon conditions. Cross-training among maintenance, engineering, and operations staff can assist in faster diagnosis and recovery when issues arise.
Lifecycle planning addresses obsolescence, scalability, and total cost of ownership. Components may be selected with an eye toward long-term availability and vendor support, and architectures that permit incremental upgrades may reduce replacement risk. Regular reviews of system performance, combined with scheduled updates and documentation upkeep, typically support sustainable operation across the expected plant lifetime.