
Prefabricated houses that incorporate continuous insulation are produced by assembling building components in a controlled factory environment.
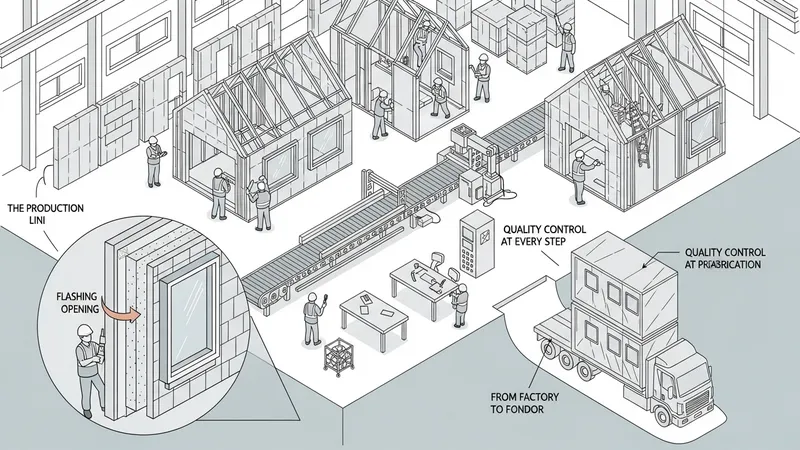
Components used in these factory-built systems typically include framed modules, panelized wall and roof assemblies, and composite sandwich panels. Each component is engineered to meet both structural and thermal requirements, with attention to junctions, openings, and mechanical service penetrations. The controlled environment may reduce variability in material installation and may facilitate quality control processes such as dimensional checks, insulation continuity verification, and pre-installation of flashing and membranes. These factors can influence on-site labor needs and sequencing without making prescriptive claims about outcomes.
When comparing panel and module types, attention often centers on the interface between structure and thermal layer. For example, SIPs integrate the structural facings and insulation core so the thermal break is continuous across the panel face, while framed modules may rely on both cavity insulation and exterior continuous insulation layers to reduce thermal bridging. Designers may evaluate connection details, edge conditions and load transfer paths to maintain structural integrity without compromising the continuity of the thermal envelope. Junctions around openings and between panels typically require detailing to preserve air and moisture control.
Material choices for cores and facings may vary by performance priorities and environmental constraints. Rigid foam cores such as polyisocyanurate, polyurethane, and expanded polystyrene (EPS) each have different density, compressive strength, and thermal resistance characteristics; mineral wool cores are an alternative where incombustibility or vapor-permeability is prioritized. Facing materials can include oriented strand board (OSB), plywood, steel, aluminum, or cementitious boards. Each combination brings trade-offs in thermal performance, fire classification, moisture tolerance, and recyclability that stakeholders may weigh based on project goals.
Factory processes often incorporate quality controls that influence on-site assembly. Typical factory checks may include dimensional verification of panel geometry, core density testing, adhesive cure monitoring for sandwich panels, and pre-installation of seals or gaskets at strategic joints. These measures can help reduce the need for corrective work in the field. Transportation and handling constraints may also affect panel dimensions and connections; designers often adapt module sizes to available transport limits and lifting equipment to balance factory efficiency with on-site practicality.
Thermal and air-tightness performance in insulated prefabricated systems frequently depends on continuous insulation strategies and effective joint detailing. Continuous exterior insulation can reduce linear thermal bridging at studs and fasteners, while careful sealing of panel joints and penetrations can support lower infiltration rates. Testing such as blower door measurements and thermal imaging is commonly used to assess field performance after assembly. These diagnostic approaches may inform iterative improvements in factory detailing and on-site sealing practices without implying guaranteed performance levels.
In summary, houses assembled from insulated prefabricated components rely on integrated structural and thermal systems, varied material cores and facings, and factory-based quality control to form coordinated building envelopes. The following pages examine structural systems, insulation materials, manufacturing and assembly logistics, and durability considerations in more detail. The next sections examine practical components and considerations in more detail.
Structural systems for factory-produced insulated components commonly fall into panelized and volumetric categories. Panelized systems use large wall, roof, or floor panels that span between supports and are joined on-site; volumetric modules are three-dimensional units that may contain finished interior surfaces and services. Within panelized options, structural insulated panels (SIPs) are notable for combining facings and a core into a single structural element, while sandwich panels separate structural frames from insulation cores. Load paths in all systems are defined by connections at panel edges, corner posts, and interface hardware, and designers typically review fastener schedules and bracing strategies to ensure continuity of structural loads through assembled components.
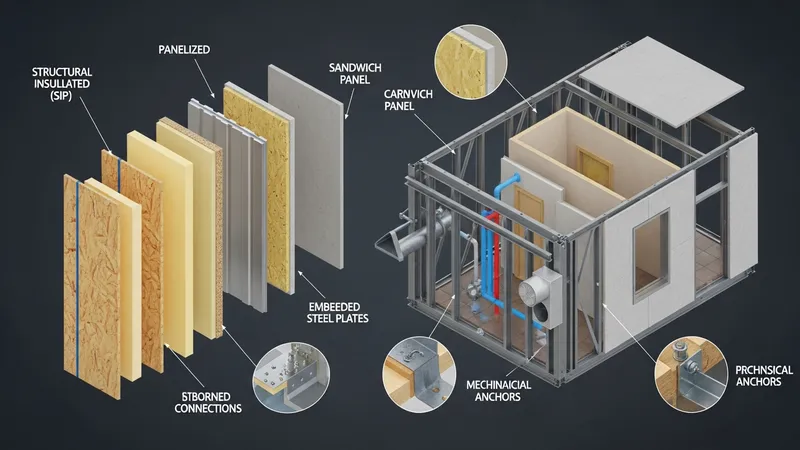
Panel facings vary according to structural and durability needs. Engineered wood facings such as OSB are often used with foam cores where panelized stiffness and screw retention matter, whereas metal or cementitious facings may be selected for cladding-integrated sandwich panels. Light-gauge steel frames paired with insulated sheathing panels can be used for longer spans or where non-combustible construction is required. Connection details such as splines, embedded plates, and mechanical anchors are commonly specified to transfer shear and gravity loads while also accommodating thermal expansion and differential movement between materials.
Designers may consider thermal bridging at structural elements, particularly where framing members penetrate continuous insulation layers. Strategies to limit thermal bridging include using continuous exterior insulation layers, thermally broken connectors, and insulated connectors within sandwich designs. For framed modules, isolating structural members from exterior cladding with thermal spacers or adding exterior insulation can reduce linear heat flow. These measures are balanced with structural requirements, moisture control detailing, and service routing to maintain an integrated envelope.
Service integration influences panel type selection and detailing. Panels or modules that arrive with pre-routed mechanical, electrical, and plumbing services can reduce on-site work but require precise factory coordination and tolerance management. Access for inspection and potential maintenance is considered when specifying built-in service chases or removable panels. Overall, system selection may reflect a project’s priorities for structural performance, thermal continuity, and the degree of factory finish versus on-site completion.
Insulation cores in factory-made panels may be rigid foam, mineral wool, or other engineered materials. Polyisocyanurate and polyurethane foams typically offer higher nominal thermal resistance per unit thickness, while expanded polystyrene (EPS) and extruded polystyrene (XPS) provide different balances of moisture resistance and compressive strength. Mineral wool cores may be chosen for improved vapor permeability and non-combustible properties. The effective thermal performance of a panel often depends on core thickness, facing materials, and the presence of thermal bridges at connectors and joints.
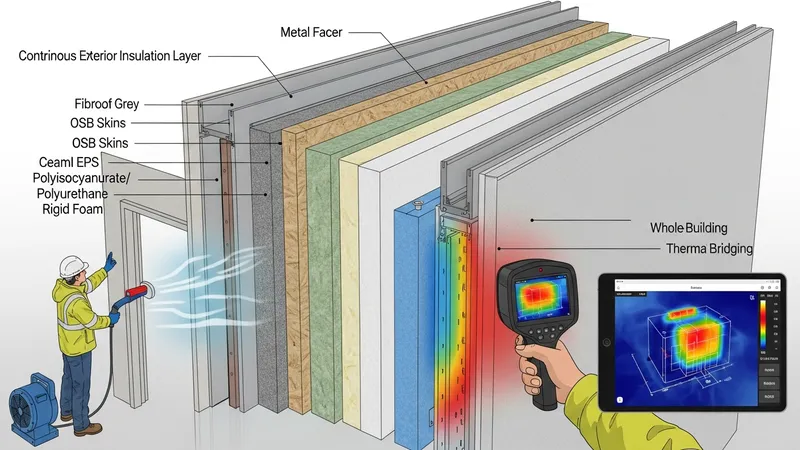
Continuous insulation strategies are frequently applied across panelized assemblies to reduce heat flow through framing members. By placing a continuous insulating layer on the exterior face or integrating insulation within a sandwich panel, designers may reduce linear heat losses at studs and fasteners. The overall thermal performance of an assembled building envelope typically depends on both component R-values and the quality of joints, seals, and service penetrations. Field testing such as whole-building energy modeling, blower door testing, and in-situ thermal imaging is commonly used to evaluate assembled performance.
Moisture and vapor control are important when selecting an insulation type for prefabricated panels. Some rigid foams act as vapor barriers when installed continuously, while other systems use vapor-open materials to allow drying to at least one face. The hygrothermal behavior of a wall or roof assembly may be modeled to assess condensation risk, particularly where insulation is placed on the exterior side of a structural sheathing or where mixed-material facings are used. Designers may pair insulation choices with appropriate membranes, drainage planes, and ventilation strategies to manage moisture safely over the building lifespan.
Fire performance and regulatory considerations can influence insulation selection and detailing. Certain foam cores may need protective facings, fire barriers, or specific coverboard systems to meet code requirements in a given jurisdiction. Mineral wool cores often provide higher melting points and may be specified where non-combustibility is a design requirement. Testing protocols such as standardized flame spread and smoke production tests, as well as system-level fire resistance testing, are commonly referenced when documenting compliance for prefabricated assemblies.
Factory manufacturing of insulated panels and modules typically emphasizes dimensional control and repeatable processes. Precision cutting, automated adhesive application, and panel press cycles are often used to produce consistent panel geometry and bond quality. Quality assurance steps may include panel straightness checks, core density verification, and inspection of joint seals and fasteners. These factory controls can reduce variability, but they require accurate input data from design documents and close coordination between designers and fabricators to manage tolerances and interface details effectively.

Transport limitations frequently determine maximum panel or module dimensions. Road transport, over-height restrictions, and handling equipment influence the size of elements shipped from the factory. Designers may subdivide large building faces into transportable panel sizes and detail mechanical joints or splines for on-site assembly. Protective packaging and temporary bracing are commonly used to reduce damage during transport, and handling protocols may specify lifting points to avoid undue stress on insulated cores or facings.
On-site assembly considerations include crane capacity, assembly sequencing, and tolerances for joining panels or modules. Mechanical connections, sealant application, and fastener schedules are typically executed with reference to factory marks and pre-designed interfaces. Weather and site access conditions can affect the speed of assembly; for example, exposed edges of insulated panels may require temporary weatherproofing until final cladding is installed. Coordination with mechanical and electrical trades is usually needed to align service penetrations and ensure continuity of air and thermal barriers.
Field testing and commissioning commonly follow assembly to confirm envelope integrity and system performance. Blower door tests, thermal scans, and checks of joint detailing are often used to identify areas needing remediation. Because factory production can reduce on-site variability, attention is often focused on sealing panel joints, flashing transitions, and penetrations where performance typically depends on contractor execution during assembly rather than factory fabrication alone.
Durability of insulated prefabricated assemblies relates to material selection, detailing to control moisture, and long-term maintenance regimes. Exterior cladding, flashing, and drainage plane design interact with the insulated panels to shed bulk water and prevent moisture ingress. Designers frequently specify breathable membranes or ventilated cladding cavities to allow drying while protecting the core materials. Long-term durability assessments may consider UV exposure for exposed facings, freeze–thaw cycles for porous components, and the potential for mechanical damage during service life.

Moisture control focuses on preventing liquid water entry and on managing internal vapor drives. Best-practice detailing often includes continuous drainage planes behind cladding, properly flashed openings, and sealed transitions at foundations and rooflines. Where insulation is placed exterior to sheathing, designers may assess vapor profiles to avoid condensation within structural layers. Regular inspection of seals, flashings, and joints is commonly suggested as a maintenance consideration to preserve assembly performance over time—stated as a consideration rather than a directive.
Regulatory and testing considerations typically guide material acceptance and assembly classification. Building codes and product standards may specify fire ratings, structural load capacities, thermal performance reporting, and tests for wind uplift and impact resistance. Manufacturers may provide test data for panelized assemblies such as structural performance under load, shear capacity of connections, and results from standardized thermal or fire testing. Compliance documentation often helps regulatory reviewers understand how a prefabricated system meets applicable requirements.
Maintenance and inspection can influence lifecycle resilience of insulated prefabricated houses. Periodic checks of seals and flashings, monitoring for signs of moisture or staining, and maintaining cladding and drainage components are common considerations to help preserve performance. Designers may also plan for access to mechanical systems and potential future retrofits, recognizing that repair approaches can differ between modular factory-built elements and traditional site-built assemblies. These considerations inform durable design without prescribing specific actions for every project.