
Automated ultrasonic testing (AUT) is a non-destructive evaluation technique that uses high-frequency sound waves to inspect materials for internal inconsistencies or structural variations. The process involves sending ultrasonic pulses into a material and recording the returned signals, which can reveal characteristics such as thickness, defects, and density changes. Automated systems typically employ mechanical scanning devices or robotic assemblies that perform inspections with limited human intervention, ensuring consistent application of test parameters. This technology is often integrated within industrial inspection workflows where continuous quality monitoring is required.
The principles underlying automated ultrasonic testing rely on the interaction of sound waves with the material's internal features. When ultrasonic waves encounter boundaries between different media, such as cracks or inclusions, part of the wave energy reflects back, while the rest transmits through. These echoes are captured by sensors, and data processing algorithms analyze the time and amplitude of reflected signals to infer the presence and size of anomalies. Automation enables repeated measurements following programmed paths, enhancing reproducibility across sizeable or complex geometries. The method typically requires preparation of relevant inspection parameters including probe frequency, scanning speed, and angle of wave entry.

These principal methods have particular use cases based on inspection needs; for example, PAUT is often preferred for detailed examinations due to its flexibility in beam steering. Conversely, TOFD is valued where precise defect sizing matters, especially in welds. Conventional UT remains broadly used for thickness measurements and routine scanning where simplicity is prioritized. Automation across these methods enhances accuracy and repeatability, which are essential in industrial contexts like oil and gas or automotive sectors common in Mexico’s manufacturing environment.
Automated ultrasonic testing workflows typically involve pre-inspection calibration using known reference blocks, followed by programmed scanning across the target material. Collected data are analyzed either in real time or post-process with software designed to identify signal patterns correlating to structural features or flaws. This approach reduces operator variability and can integrate with manufacturing quality assurance systems. Equipment setup and signal interpretation often require skilled personnel trained in Mexican regulations and standards that govern nondestructive testing practices.
The measurement techniques in automated ultrasonic testing frequently incorporate high-frequency probes that may operate within the range of 0.5 MHz to 15 MHz, depending on material thickness and sensitivity requirements. Signal processing might include filtering, digital gain adjustments, and image reconstruction to visualize internal structures. These functionalities support a detailed understanding of material condition without invasive procedures. Mexico's industrial sectors applying these technologies must consider factors such as accessibility, surface conditions, and component geometry when designing inspection plans.
Overall, automated ultrasonic testing provides a systematized method to assess material integrity by leveraging sound waves and robotics to perform detailed scans. It is predominantly applied in settings where consistent inspections are necessary for safety and quality control. While automation may increase efficiency, interpretations of ultrasonic signals still rely on operator expertise supported by national standards and guidelines. The next sections examine practical components and considerations in more detail.
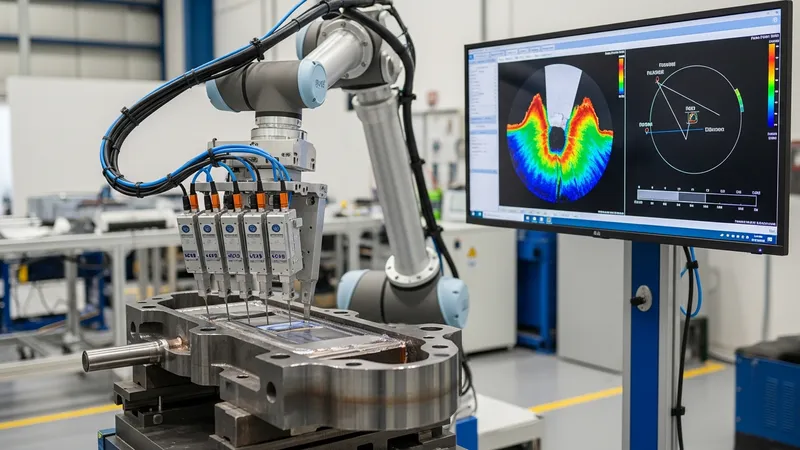
Automated ultrasonic testing setups generally comprise several key components including ultrasonic transducers, a scanning mechanism, control electronics, and data acquisition software. In Mexican industries, device configurations may vary to accommodate different inspection scales and material types, typically balancing cost and functionality. The transducer choice often reflects the frequency range suited for material thickness and expected defect types. Scanners might be gantry-based for flat samples or robotic arms for complex geometries, both programmed to maintain consistent probe positioning.

Control units are responsible for generating ultrasonic pulses and interpreting returned signals. These units usually enable real-time adjustment of parameters like pulse repetition frequency and gain, allowing adaptation during live inspections. Data acquisition systems connected to these controls compile the echo data for further processing. Mexico-based manufacturers or service providers frequently specify conformance with local standards issued by entities such as the Secretaría de Economía to ensure measurement reliability and consistency within their operational contexts.
The software interfaces provide automation features including predefined scanning sequences and automated defect recognition algorithms. These capabilities can handle data from multiple channels simultaneously in phased array systems, assisting operators in managing large volumes of inspection data. System integration with plant quality control information networks is common in Mexico's manufacturing environments, allowing inspection results to influence broader asset management decisions. Nonetheless, interpretation of signals requires understanding domain-specific factors such as material anisotropy prevalent in local steel structures.
Component configurations can differ based on the sector and inspection objectives, with petrochemical facilities possibly using higher frequency probes for detailed weld inspections, whereas heavy machinery manufacturers might prioritize thicker probe capabilities for bulk material. Power supply stability and environmental conditions in Mexican industrial sites also influence system design choices. Equipment configurations are thus adapted locally to align with typical inspection scenarios encountered in different regions of the country.
Automated ultrasonic testing procedures are generally structured to follow a series of standardized steps, ensuring consistent inspection quality. In Mexico, workflow design often aligns with guidelines set forth by the American Society for Nondestructive Testing (ASNT), adapted through national bodies like the Asociación Mexicana de Ensayos No Destructivos (AMEND). Inspection workflows start with asset selection and risk assessment to determine scanning coverage and frequency of testing. Subsequently, equipment calibration with certified reference materials is typically performed to establish baseline measurements.

Once calibrated, automated scanning is conducted along programmed paths that ensure comprehensive coverage of the target areas. Inspections may include linear, raster, or contour scans depending on geometry. During the scan, data logging captures the ultrasonic echoes for each inspection point, often including timestamping and positional coordinates. This systematic data collection facilitates detailed analysis for defect identification and sizing. Mexican operators are usually trained in national standards such as NMX-ISO 17640 to carry out these processes effectively.
Post-inspection stages involve signal analysis where automated software assists in detecting potential anomalies by highlighting areas where signal characteristics differ from expected norms. These flagged signals are further reviewed by experienced inspectors for verification. Documentation of results is commonly required under Mexican regulatory frameworks to maintain traceability and compliance with safety requirements. Inspection reports include detailed descriptions of detected variations, often supplemented with generated ultrasonic images or C-scans.
Workflows also consider practical aspects such as surface preparation, access restrictions, and environmental conditions that may affect signal quality. For instance, in Mexico’s oil refinery zones, ambient noise and temperature may necessitate specific procedural adaptations. Structured workflows enhance repeatability and minimize operator-dependent variabilities, contributing to reliable inspection outcomes aligned with industry requirements.
Measurement techniques in automated ultrasonic testing comprise a variety of signal acquisition and processing approaches aimed at quantifying material characteristics and detecting anomalies. Techniques often employed in Mexican industrial settings include pulse-echo, through-transmission, and phased array measurements. Pulse-echo is a common baseline method where a single transducer emits and receives signals, allowing for thickness measurements and flaw detection. Through-transmission uses separate transmitter and receiver probes for enhanced sensitivity in some configurations.
Phased array methods enable steering, focusing, and sweeping of ultrasonic beams, producing detailed cross-sectional images of inspected parts. This can improve detection of complex defect geometries often present in welded joints or cast components used throughout Mexico’s manufacturing sector. Data interpretation focuses on analyzing time-of-flight, amplitude, and signal shape variations. Automated systems notify operators of threshold breaches, but final adjudication typically requires professional assessment.
Signal processing techniques including filtering and noise reduction are often applied to enhance signal quality and reduce false indications. Advanced digital algorithms can generate A-scans, B-scans, and C-scans that visualize subsurface features in different formats, aiding in material characterization. Within the Mexican industrial context, these visualizations support quality assurance, particularly in regulated areas such as pressure vessels or pipelines.
Interpreting ultrasonic data must consider factors like attenuation variations due to grain structure or surface roughness, which are common in metals produced or treated in Mexico. Calibration with representative samples assists in accounting for such variations, improving measurement reliability. Operators analyzing data often receive specialized training to correlate ultrasonic signatures with known defect morphologies under Mexican standards and operational conditions.
Automated ultrasonic testing is frequently utilized across several industrial sectors in Mexico, including oil and gas, automotive manufacturing, aerospace, and infrastructure development. In oil and gas, automated UT is typically applied to monitor pipeline conditions, weld integrity, and corrosion without interrupting operations. Mexican companies operating refineries or transport networks often integrate automated inspections to support maintenance and regulatory compliance under standards like PEMEX’s internal protocols.
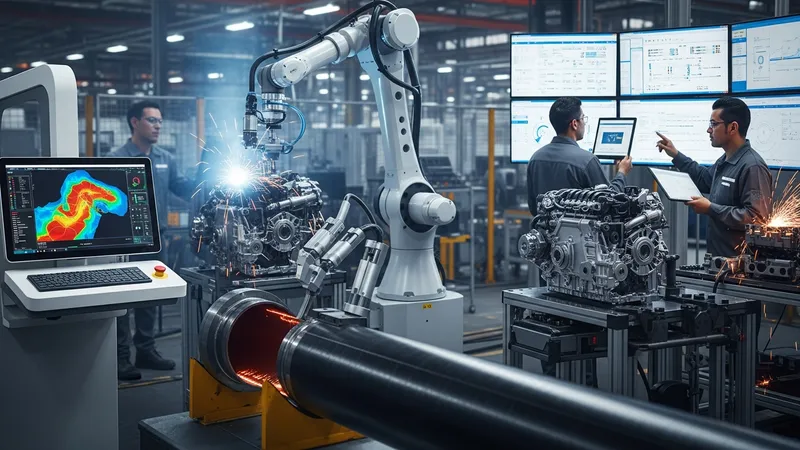
The automotive manufacturing sector in Mexico employs automated ultrasonic testing to analyze engine components, chassis elements, and metal parts for structural soundness. Automation facilitates high-throughput inspection on assembly lines, ensuring materials conform to industry specifications. Mexican manufacturing clusters around states like Guanajuato and Nuevo León have reported using these systems in quality control stages to meet export quality requirements.
Aerospace and defense industries apply automated UT to critical components where safety margins are stringent. Mexican suppliers may use phased array techniques to evaluate composite materials and metallic structures. Inspection data contributes to certification processes governed by national authorities such as the Agencia Federal de Aviación Civil (AFAC).
Infrastructure projects in Mexico, including bridges and buildings, utilize automated ultrasonic testing to monitor the integrity of steel reinforcements and concrete inclusions. This non-invasive evaluation can assist engineers in assessing degradation levels over time. Integration of automated UT into maintenance programs enables systematic data collection supporting infrastructure safety evaluations aligned with Mexican construction regulations.